Co trzeba wiedzieć?
Zamieszczamy kilka porad, w celu zwiększenia efektywności montażu. Prosimy zapoznać się z nimi, aby Państwa urządzenia można było zmontować szybko i sprawnie.
Płytki drukowane
Możemy pośredniczyć w zamawianiu obwodów drukowanych w przypadku płytek montowanych, jednak nie dotyczy to sytuacji, gdy produkt zamawiany jest po raz pierwszy. Wiąże się to z częstą koniecznością pośrednictwa w wyjaśnieniach "co autor miał na myśli" robiąc różnorakie błędy projektowe lub dostarczając niekompletną dokumentację. Nie jesteśmy też w stanie szybko i precyzyjnie skalkulować ceny płytek przy zapytaniach ofertowych. Ceny płytek w znacznym stopniu zależą od wielkości zamówienia, terminu wykonania ale także od wykonujacej je firmy.
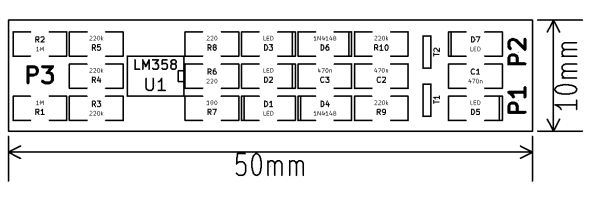
Panelizacja
Płytki o niewielkich rozmiarach należy umieszczać w formatkach. Wielkość formatki prosimy ustalać z nami przed zamówieniem płytek. Jest ona zależna od wielkości zamówienia. Duża formatka przyspiesza montaż, ale wymaga kosztowniejszego szablonu do pasty oraz stwarza więcej problemów związanych z wyginaniem płytki podczas montażu i lutowania.
Jeżeli płytka zawiera elementy leżące blisko krawędzi płytki, wówczas wymagane jest dodanie do ramki technologicznej o szerokości ok 5mm, która po produkcji zostanie odcięta. Umożliwia to bezproblemowe mocowanie płytki w automacie.
Fiduciale
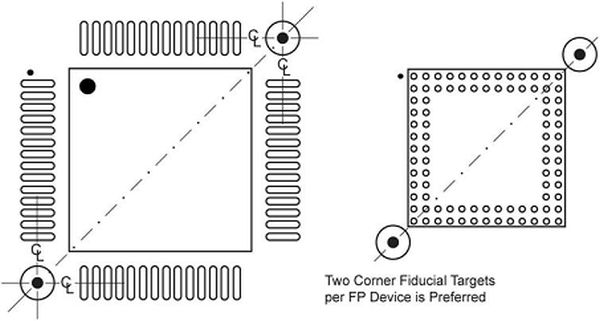
Fiducial (inaczej: punkt referencyjny) jest małym znacznikiem, pozwalającym maszynie montażowej określić położenie płytki i nanieść poprawki, aby elementy zawsze były rozmieszczone precyzyjnie. Najlepiej, aby fiducial był w postaci kółka o średnicy 1mm-2mm, bez otworu w środku, ani bez połączenia z żadnymi ścieżkami. Najlepszym miejscem na umieszczenie znaczników są narożniki płytki.
Jeżeli na płytce występują układy o małym rastrze wyprowadzeń i dużej licznie nóżek, BGA, itp, wówczas warto dodatkowo stosować fiduciale lokalne. Umieszcza się je w przeciwległych narożnikach, w równej odległości od środka układu scalonego.
Zakupy typowych elementów
Firma SECURUS posiada spory magazyn typowych elementów, takich jak rezystory i kondensatory wielkości 0402 do 1206 z szeregu E24, popularne układy scalone np. 78L05, LM324, 74HCxx. Elementy takie kupujemy w dużych ilościach po preferencyjnych cenach. Proszę zatem nie przysyłać elementów typowych, lecz jedynie nietypowe, których w magazynie nie mamy. Dotyczy to w szczególności elementów na krótkich odcinkach taśm, które trudno jest zainstalować w podajniku automatu. W celu uzgodnienia, które elementy dostarcza Securus, a które Klient - proszę przesłać listę wszystkich elementów przewidzianych do montażu.
Pliki produkcyjne
W celu wykonania szablonu do pasty, niezbędny jest plik typu Gerber w standardzie RS-274X z aperturami. Nazwy warstw, przydatnych w wykonania sita:
- Protel - Paste Mask
- Kicad - lutownicza górna / dolna
- Eagle - Cream
Proszę pamiętać, że pliki Gerber z warstwami ścieżek i soldermaską służą do wytrawienia płytki w płytkarni. Dla zakładu montażowego są one bezużyteczne. Prosimy więc przysyłać wyłącznie Gerbery z warstwą zawierającą jedynie pola lutownicze SMD. Będzie on przydatny do wycięcia szablonu do nakładania pasty lutowniczej.
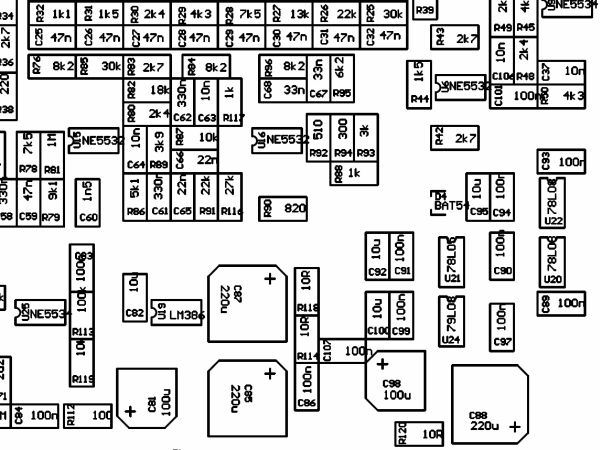
Podczas produkcji niezbędny jest rysunek płytki, zawierający nazwy elementów, numery oraz ich wartości. Taki rysunek mogą Państwo dostarczyć w formacie graficznym JPG, PNG, BMP lub w pliku PDF. Przyjmujemy także pliki źródłowe w formacie Eagle, KiCad oraz Protel99.
Prosimy o zwracanie uwagi na umieszczenie w dokumentacji prawidłowej polaryzacji diod, kondensatorów elektrolitycznych oraz układów scalonych. Dotyczy to w szczególności plików generowanych przez program Eagle, w którym biblioteki elementów nie uwzględniają żadnych norm i reguł dotyczących kąta obrotu elementów.
Niezbędny jest także spis elementów, tzw. BOM, czyli Bill Of Materials, w formacie TXT, CSV, XLS, HTML, DOC. Tabela ze spisem elementów powinna zawierać następujące dane: nazwa elementu, numer elementu, wartość, obudowa oraz ewentualnie uwagi.
Programy projektowe umożliwiają wygenerowanie plików wspomagających programowanie automatów montażowych. Są to pliki tekstowe zawierające położenie elementów na płytce oraz, jego wartość, obrót itd..
Szablon do pasty lutowniczej
Szablon jest niezbędny do nakładania pasty lutowniczej. W większości przypadków wykonujemy szablony we własnym zakresie (szablon frezowany) lub zlecamy wycinanie szablonu laserem firmie zewnętrznej. Szablony frezowane są tańsze lecz możemy je wykonać tylko gdy płytka nie zawiera komponentów o rozstawie wyprowadzeń mniejszym niż 0,8mm.
W przypadku prostych płytek stosujemy także nakładanie pasty automatycznym dyspenserem. Można wówczas zrezygnować z wykonania szablonu. Jednak decyzje o tym podejmujemy sami w zależności od specyfiki zlecenia.
Uwagi projektowe
Proszę nie umieszczać przelotek na polach lutowniczych! W takim przypadku, pasta lutownicza podczas wygrzewania w piecu wpływa do wnętrza przelotki i element pozostaje nieprzylutowany.
Nie warto nadmiernie miniaturyzować elementów. Często zdarza się, że na płytce drukowanej pozostaje dużo niewykorzystanego miejsca. W takiej sytuacji nie ma sensu stosować elementów 0402 lub 0603, ale lepiej umieścić 0805 czy nawet 1206. Zmniejsza to ryzyko błędów podczas produkcji. Zdecydowanie łatwiej jest przeprowadzić kontrolę jakości oraz serwisować urządzenia.
Montaż jest najtańszy, jeżeli elementy SMD oraz THT znajdują się na jednej i tej samej stronie płytki. Umożliwia to po montażu elementów SMD szybkie lutowanie na fali elementów przewlekanych. W przypadku płytek z dwustronnie montowanymi elementami SMD, proces produkcyjny wydłuża się dwukrotnie. Jeżeli elementy przewlekane mają znaleźć się po przeciwnej stronie niż SMD, wówczas najczęściej wymaga to ręcznego lutowania elementów THT.
